[点晴模切ERP]多阶 BOM 模式下,工单如何下达?排产全流程一次讲清
当前位置:点晴教程→点晴ERP企业管理信息系统
→『 经验分享&操作答疑 』
你有没有这种经历? 客户一个订单下来,你打开BOM一看——好家伙,三级、四级嵌套,几十个物料层层叠叠,看得脑壳疼。 采购说材料还没订,车间说工单没下没法开工,计划员在那算提前期,算着算着发现最底层的零件还没排产…… 最后交期一拖再拖,老板急了,问:“不是早下单了吗?怎么还没动静?” 你心里苦啊:不是我不努力,是这BOM太复杂,根本串不起来啊! 今天咱就不绕了,坐下来好好唠一唠: 在多阶BOM这种套娃式结构下,工单到底该怎么下?从接单到排产再到执行,整条链路到底是怎么跑通的? 而且,结合ERP的实际功能,把这套逻辑给你掰扯明白,让你以后面对复杂BOM,也能心里有底、手上不慌。
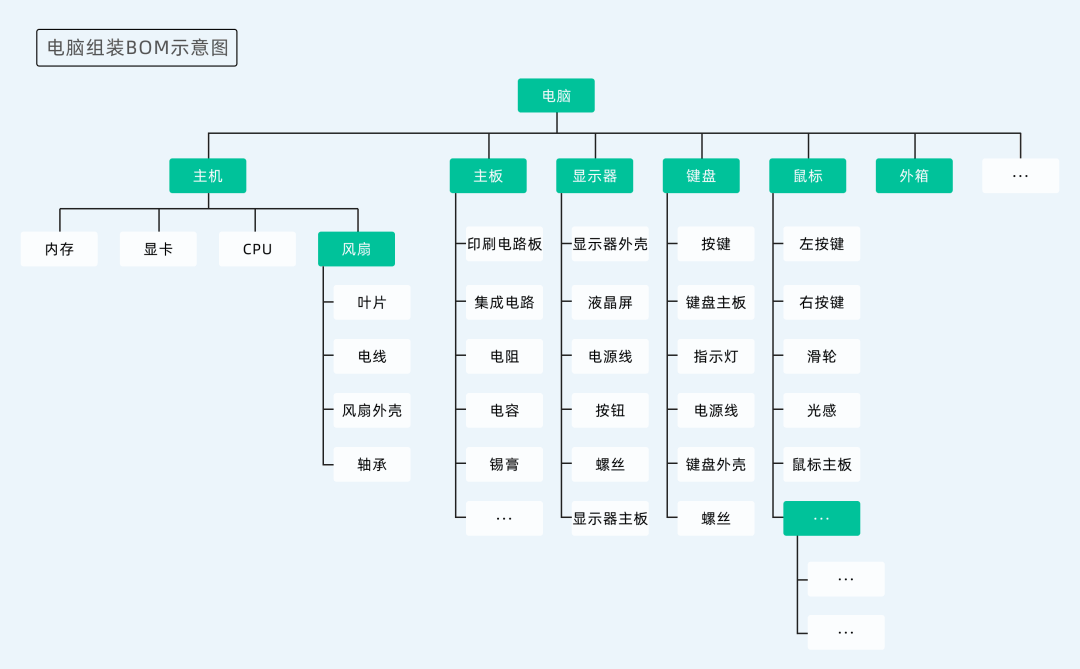
一、啥叫多阶BOM?它为啥让人头疼? 咱们先说个实在的: BOM不是越简单越好,而是越清晰越好。 但在很多制造企业,尤其是做设备、非标自动化、汽车零部件这类的,BOM往往不是一层两层,而是像俄罗斯套娃,一层套一层。 举个例子: 你要做一台工业控制柜。 顶层是总装,往下拆, 外壳、内部组件A、电气模块…… 再往下看,组件A里还有支架、接线端子、小电路板; 那个小电路板呢?又要用PCB基板、电阻电容、焊锡加工…… 你看,这才到第三层,物料已经翻倍了。 这就是典型的多阶BOM(Multi-level BOM)。 它的麻烦在哪? 物料层级多,齐套性难判断 → 不知道哪一层卡住了 工艺路线长,工序依赖强 → 前道没做完,后道干瞪眼 工单一下错顺序,后面全乱套 → 半成品堆成山,总装却开不了工 所以,工单不能接到订单就下,必须先理清逻辑,再分层推进。否则,你下的不是工单,是“炸弹”。 而这个过程,靠Excel根本玩不转。 你需要一个能把BOM、库存、工艺、产能全串起来的ERP系统。
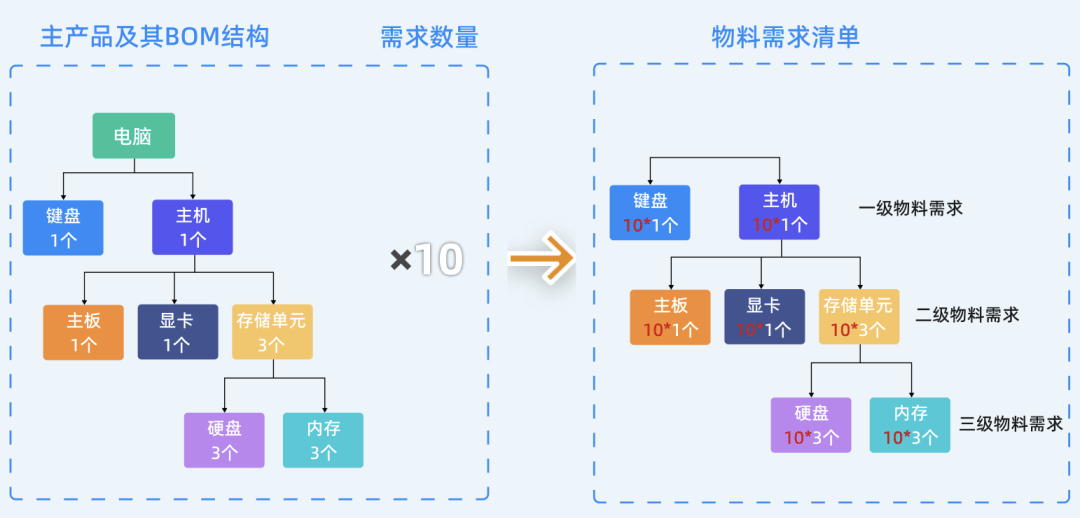
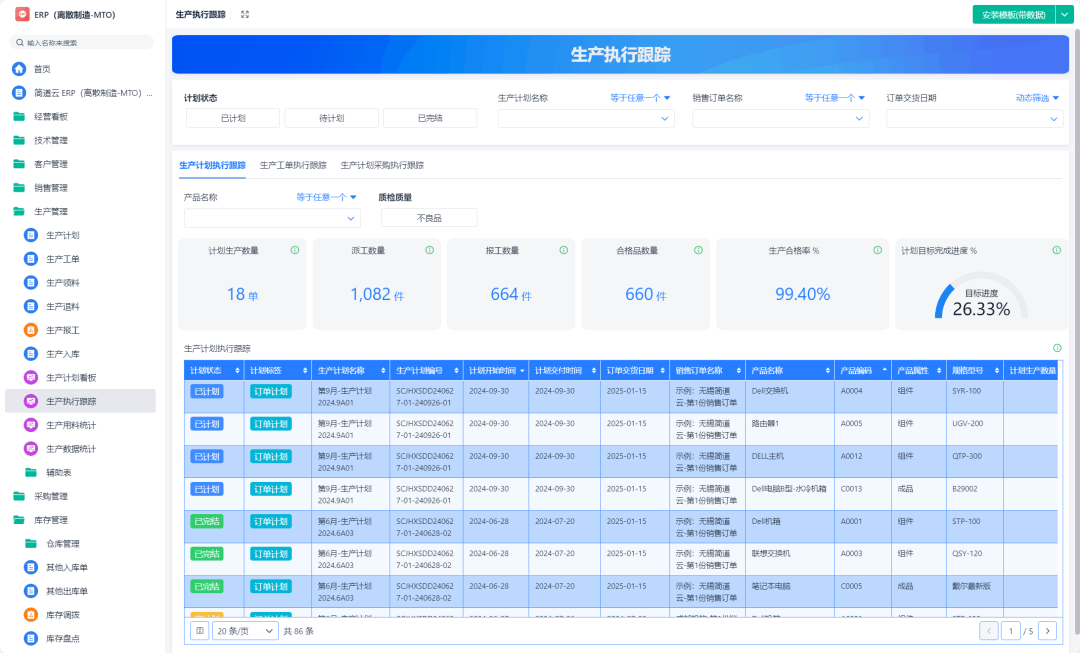
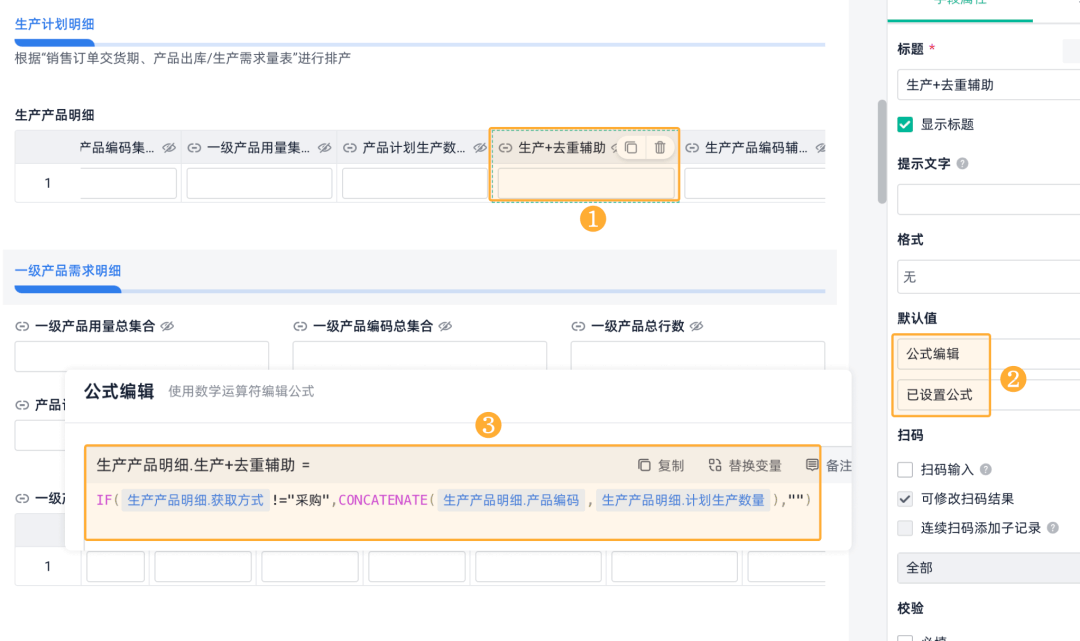
二、工单下达前,ERP系统帮你做的三件事 很多人一接到订单,第一反应就是:“赶紧下工单!” 错了!这时候下工单,等于让车队出发去送货,却不查油够不够、路通不通。 正确做法是:先走完这三个关键步骤,再谈工单下发。 第一步:订单分解 + BOM 展开 —— ERP是你的自动拆解器 接到客户订单后,第一件事不是写工单,而是把BOM从上到下完整展开。 但如果你靠人工一条条去查,效率低还容易出错。 真正的ERP系统会做什么? 自动根据主订单数量 × BOM用量,逐层展开所有子件。 支持低阶码展开(Low-Level Code),确保每一层物料都被归到正确层级。 输出一份完整的《物料需求清单》,包括自制件、外购件、替代料。 以前计划员要花半天时间手工计算用料,现在系统点一下,3秒出结果。 而且不会漏掉任何一个螺丝钉。 第二步:跑 MRP,搞清楚缺什么、补什么—— ERP是你的生产导航仪 很多人以为MRP是个高大上的词,其实它就是ERP系统里的一个核心引擎。 它的任务很简单: 输入几个关键信息,它就能告诉你: 哪些物料不够? 哪些要采购? 哪些要自己做? 最晚什么时候启动,才不影响交期? 这些输入项,ERP都能自动获取: 主生产计划(MPS) 当前库存(实时) 在途采购量(已下单未到货) BOM结构(刚才展开的) 各环节提前期(采购周期、加工周期、检验时间) 然后一键运行MRP,输出结果直接生成: 采购建议单(钢材、PLC模块等外购件) 生产建议单(小电路板、支架等自制件) 预警信息(某物料缺货、交期紧张) 而且在多阶BOM下,ERP会自动倒排时间。 比如总装要在第30天完成,组装提前期5天 → 第25天要齐套 组件加工要7天 → 第18天就要开工 而组件里的零件加工又要6天 → 第12天就得启动底层生产。 第三步:产能评估,机器和人也得排得开 —— ERP是你的资源调度官 很多企业只管料齐了没,却忘了人够不够、机台有没有空? 我见过太多案例: MRP说材料齐了,计划员立马下工单,结果车间反馈:“CNC机床排满了,排到下周了,做不了!” 然后整个计划崩盘。 ERP系统能做什么? 绑定工艺路线,识别关键工序 查看设备负荷图,判断某台机器是否超载 自动建议投产时间,避开高峰期 举个真实例子: 某机械厂要做一批齿轮箱,其中一道工序每天最多处理50件。 但MRP建议一次性投产200件。 如果没有产能校验,工单一发,车间直接堵死。 而ERP系统会在排程时提示:“该工序日产能50件,建议分4批投产。” 这才是真正的智能排产。 三、工单到底怎么下?ERP怎么帮你分层推? 现在我们回到核心问题:工单怎么下? 答案是:从底层向上推,工单分层下! 而这个分层下的动作,靠人很难坚持,但ERP系统可以自动实现按层级下发工单: 在ERP中设置好规则后,系统会: 先生成 Level 3、Level 4 的基础零件工单(比如螺丝、支架、PCB板) 等这些完工入库,再触发 Level 2 的组件工单 最后才是 Level 1 的总装工单 实际效果: 车间不会因为缺一个小零件而停工 半成品不会堆积如山 总装上线时,99%的物料已经齐套 如果没ERP,你只能靠计划员每天打电话问:“那个支架做完了吗?可以下组件单了吗?” 一天打十次,还不一定准。 四、排产全流程走一遍(ERP实战版) 来,咱们模拟一个真实场景,带你走一遍ERP如何支撑全流程。 客户下单:定制工业控制柜 100 台 交期:30天后交付 BOM结构:外壳(自制)→ 内部组件A(含3个小零件)→ 电气模块(外购)→ 总装 第一步:订单录入 & BOM展开 在ERP中录入销售订单,数量100台, 系统自动调用BOM档案,逐层展开所有子件, 自动生成物料需求清单(MRP List),包含7种自制件、5种外购件 第二步:运行MRP 运行MRP按钮 系统比对库存、在途、BOM用量、提前期 输出结果: 缺货:钢材2吨(采购周期10天) 库存不足:小电路板差80片(自制周期6天) 自动创建:采购申请单(提交给采购)、生产建议单(推送给车间主管)。 第三步:产能排程 ERP调出工艺路线,识别关键资源(SMT设备、回流焊炉) 查看设备负荷图,发现第5-7天满负荷 系统自动建议:将小电路板投产时间推迟2天 第四步:分层下工单 计划员审核建议单,点击生成工单 ERP自动创建: 第1天:小电路板工单(数量120片,含损耗) 第3天:支架、接线板工单 第7天:确认外购件到货,生成组件A工单 第12天:外壳加工完成,生成总装工单(倒排交期,留缓冲) 第五步:执行跟踪 车间扫码开工、报工,数据实时回传ERP 异常预警:第10天发现PLC模块延迟到货2天 → ERP自动提醒调整总装时间 → 最终按时交付,客户满意 你看,整个过程清清楚楚,谁在干啥、卡在哪,一眼就知道。 这才是真正的数字化闭环管理。 结尾总结 一句话:复杂的不是BOM,是你没用对ERP 说白了,在多阶BOM的环境下,工单不是下不下的问题,而是怎么下、靠什么下的问题。 靠Excel?靠喊?靠催? 永远解决不了根本问题。 真正高效的排产,是一个能理解多阶BOM、会跑MRP、懂产能约束、能分层推工单的ERP系统。 把流程理顺,把系统用好,让工单跟着逻辑走,而不是跟着情绪走。 这才是制造业数字化转型的第一步,也是最关键的一步。 ——The End—— 阅读原文:原文链接 点晴模切ERP更多信息:http://moqie.clicksun.cn,联系电话:4001861886 该文章在 2025/12/31 10:16:46 编辑过 |
关键字查询
相关文章
正在查询... 



|


 400 186 1886
400 186 1886